
漳州中天科技实业有限公司
ZHANGZHOU ZHONGTIAN TECHNOLOGY INDUSTRIAL CO., LTD
客户统一服务热线
0596-5201129
0596-5201129

空心型材是指在型材断面上具有一个或几个圆形孔或异形孔的型材。空心型材的挤压方法分为两大类∶管式挤压法和组合模挤压法。
管式挤压法
管式挤压法与挤压圆管的方法相似,在带有穿孔机构的挤压机上生产;不同处是模孔是异形,模子采用平面模。这种方法的优点是∶工艺简单,工具容易加工,修模方便,几何废料少,成本较低,制品无焊缝。其缺点是制品的同心度较差,内孔的形状和尺寸受到一定限制。
组合模挤压法
组合模的结构分为两种,即桥式组合模(又称舌形模)和平面分流组合模。
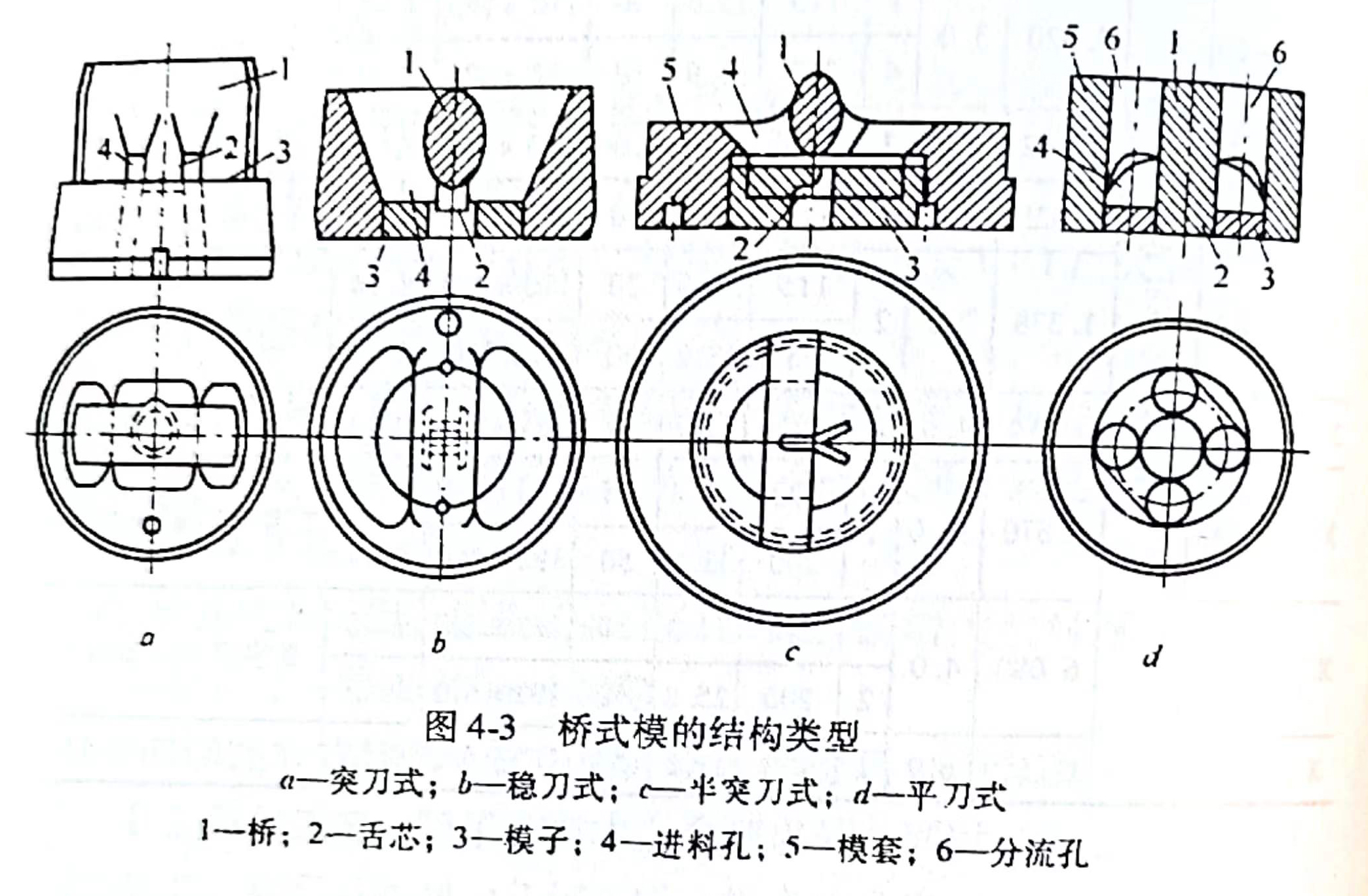
(1)桥式组合模,根据舌头的不同,可分为突刀式、半突刀式和稳刀式三种结构。桥式模的优点∶制品尺寸精确壁厚偏差小,内表面质量好,可用实心锭生产空心型材等。其缺点是制品上存在焊缝,挤压力较一般平模挤压时高20%~25%,挤压残料较长。
(2)平面分流组合模,由分流孔、分流桥、焊合腔、模芯、工. 作带等部分组成。分流孔的数目可分为单孔、双孔、三孔、四孔和多孔等,形状有圆形、双锥体形和锥体形三种。单孔平面分流模的主要结构形式有四个圆分流孔圆柱形模芯、四个异形分流孔双锥体模芯、四个腰形分流孔锥形模芯和四个异形分流孔插入式模芯四种。分流桥结构可分为固定式和可拆式两种形式。带可拆式分流桥的模子又称为叉架式分流模,用这种形式的模子可挤压多根空心型材∶分流桥的断面最好做成水滴形,但水滴形不易加工,故常采用矩形断面加倒角的形式。平面分流组合模与桥式舌形模相比,具有结构简单、加工容易、操作简便和易于分离残料等优点。

组合模方法生产工艺的主要特点是∶金属在进入模孔之前,根据组合模的结构形式不同,金属被分为两股或多股后再进人模孔的焊合室相汇合,金属在高温、高压、高真空的作用下,在汇合的同时被焊合,再流出模孔而形成所要求的空心型材。用这种方法生产的型材,在组织上可明显看到焊缝,焊缝的数目等于铸锭被分成的金属股的数目。在型材上保留有焊缝是组合模生产的主要特点,因此又称焊合挤压。如何保证焊缝质量就成了组合模挤压的主要技术问题,为此,在焊合室内必须建立一个超过承受变形金属屈服强度 10~15倍的高压区,同时对焊合室高度也要有具体要求,这是组合模在设计时必须考虑的。下列出了焊合室高度与挤压筒直径之间的关系。焊合室太浅,摩擦力小,不能建立起足够的反压力,使焊接区压力不足,导致焊接不良,同时还限制了挤压速度的提高;焊合室太深,分离压余后易积存金属。
焊合室高度与挤压筒直径间的关系
| 挤压筒直径/mm | 115 | 130 | 170 | 200-270 | ≥300 |
| 焊合室高度/mm | 10 | 15 | 20 | 30 | 40 |
挤压工艺的选择原则为∶应采用较大的挤压系数、较高的挤压温度和较低的挤压速度,以保证焊缝质量。对控制焊缝质量的空心型材,其切头长度应不小于500~1000mm。下表列出了挤压空心型材时的温度与速度规范。
空心铝型材挤压的温度与速度
| 合金牌号 | 铸锭加热温度/℃ | 挤压筒温度/℃ | 金属流出速度/m·min-1 |
6063、6A02、3A21、1070A、1060、 8A06 | 460-530 | 420-480 | 5-25 |
| 2A14、2A02、2A11、2A12 | 420-480 | 400-450 | 0.5-2.0 |
| 5A02、5A03 | 420-500 | 400-450 | 3-8 |
另外,为了获得优质的焊缝,在模腔内不得有油污和脏物,在操作中严禁在模孔附近抹油,工作现场尽量保持干净。舌形模为了获得优质焊缝,在每个料挤压完后,必须把模腔内残留的金属清理干净,空心型材的生产工艺特点及工艺要求与普通型材基本相同。
