
漳州中天科技实业有限公司
ZHANGZHOU ZHONGTIAN TECHNOLOGY INDUSTRIAL CO., LTD
客户统一服务热线
0596-5201129
0596-5201129

用挤压的方法生产铝型材是一种节约金属、生产效率较高的方法,但是,它受到许多因素的影响,在型材断面设计时要考虑到挤压的可能性,以下讨论型材断面设计的几个主要因素。
断面大小
型材断面大小用外接圆来衡量,外接圆越大,所需要的挤压力就越大。一般来说,每台挤压机上能挤压出的最大外接圆的型材不是固定不变的,它与挤压筒直径有关,如20MN挤压机上的挤压筒直径一般为φ170~200mm,最大的可为φ220mm,挤压型材的最大外接圆一般比挤压筒直径小25~50mm,挤压空心型材时则应更小一些。但用宽展挤压时,型材的最大外接圆可比挤压筒大15%~36%。

断面形状的复杂性
根据型材的断面形状可分成三大类,即实心型材、半空心型材及空心型材。
(1)实心型材,即一般的角形、槽形等型材。
(2)半空心型材,根据断面形状又可分为三级∶
1)半空心型材Ⅰ级,空间部分和将空间部分围起来的型材壁厚,从开口处中心线看是左右对称的;
2)半空心型材Ⅱ级,从开口部分中心线看左右是不对称的∶3)半空心Ⅲ级,从开口部分看是左右对称的与不对称的两个半空心型材。
(3)空心型材根据断面形状也可分三级∶
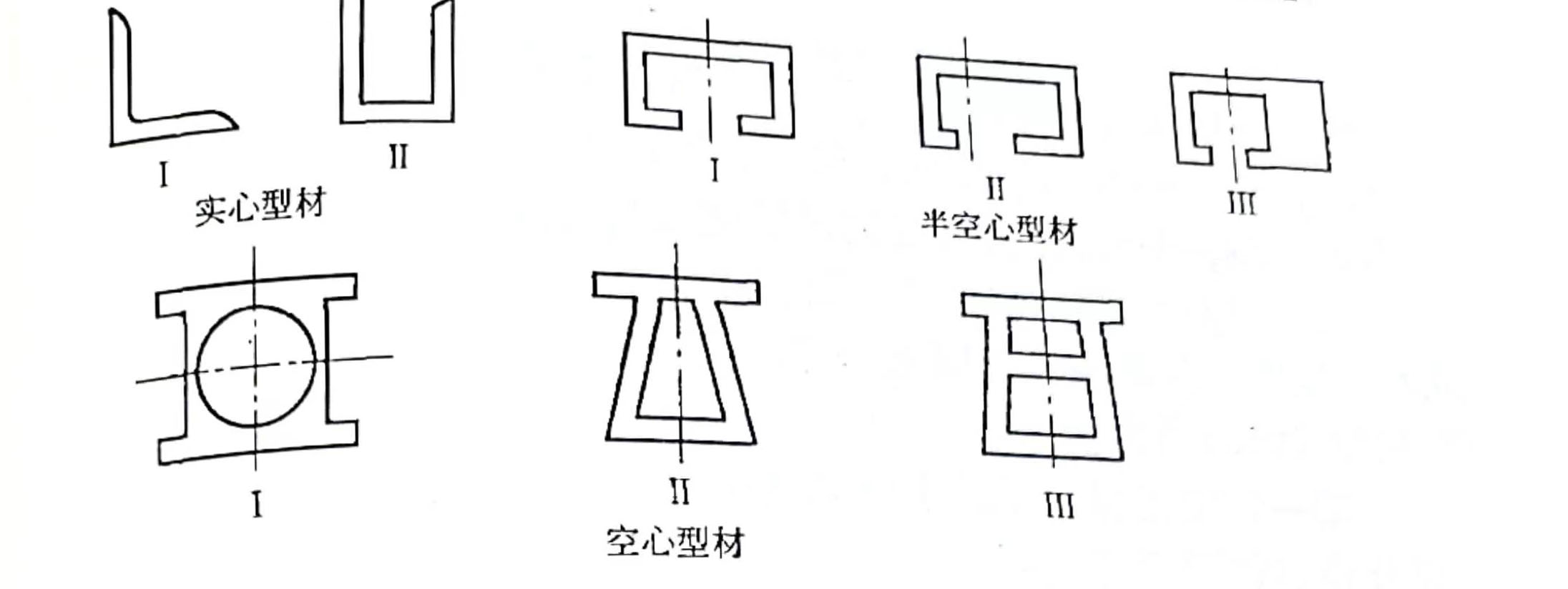
1)空心型材Ⅰ级,空心部分是圆的,直径较小,断面形状是对称的,或内径较小,外形是不对称的。
2)空心型材Ⅱ级,除I级以外的,外接圆不大于φ130mm,只有一个空心部分,而且空心部分是非圆形的。
3)空心型材Ⅲ级,除Ⅰ、Ⅱ级以外所有的空心型材,壁厚是均部压力就勾的,其空心断面是完整或多孔的,即圆形、正方形、长方形、六角才不是国形、椭圆形、梯形等。
但上述三个级别没有包括某些专门用途的空心型材。
除了断面复杂性之外,还要考虑其形状因素。形状因素就是型材些。但用断面周长与单位质量之比(或周长与断面面积之比),即
心。
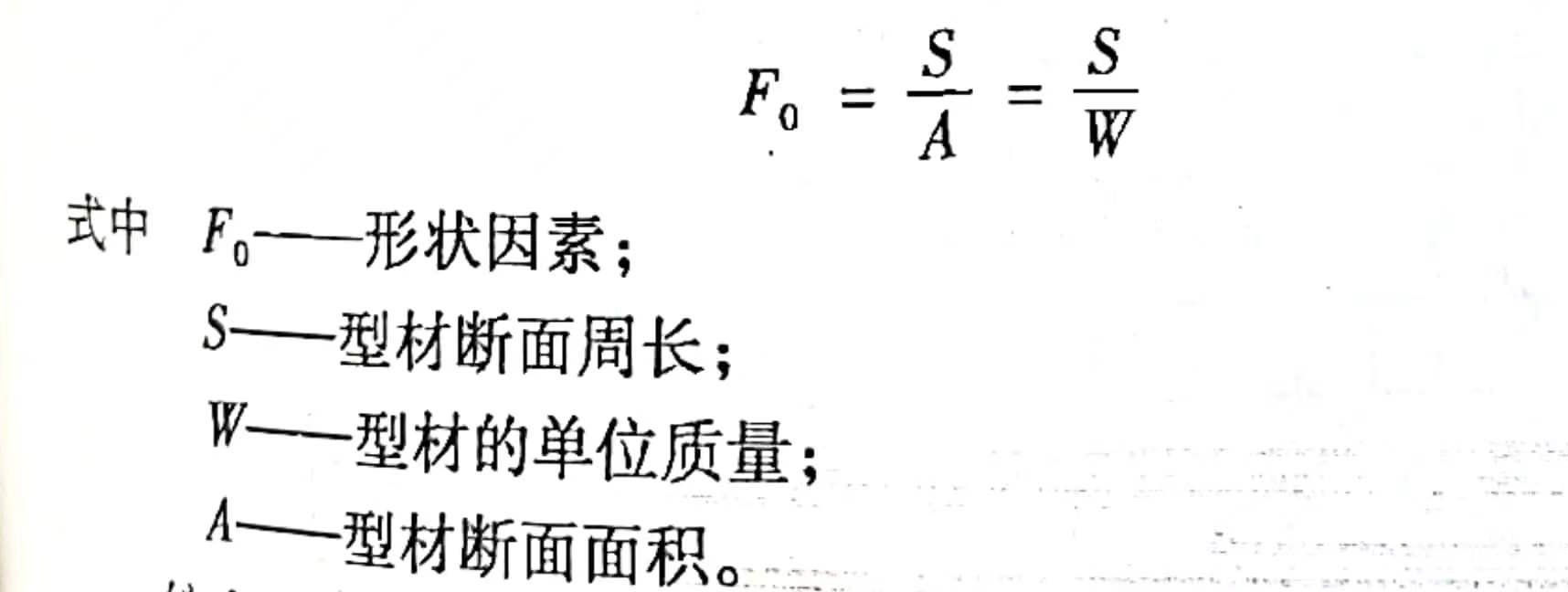
综合上述,如以C表示型材外接圆直径,那么SC/A就是一个反映挤压难易程度的指数,指数值越大,则型材就越难以挤压。